
Do you ever wonder on how factories are functioning properly and maintain the efficiency? This includes the motorized conveyor belt! This special machine is designed to carry equipment from one point to another. It can greatly help in factories that require moving around a large number of articles it is, beasts. Obviously, it would be nearly impossible to keep everything running without such a machine. Well, today we will come to know about powered conveyor and how does it work?
Now, think of it like you are working in a factory that is processing thousands and thousand 0f products every day. And all of this work would have to be done by hand, literally carrying one product from the factory out. This would be both cumbersome and slow down the process. Thankfully, motorized conveyor belts can perform this task more quickly and with much less effort than people.
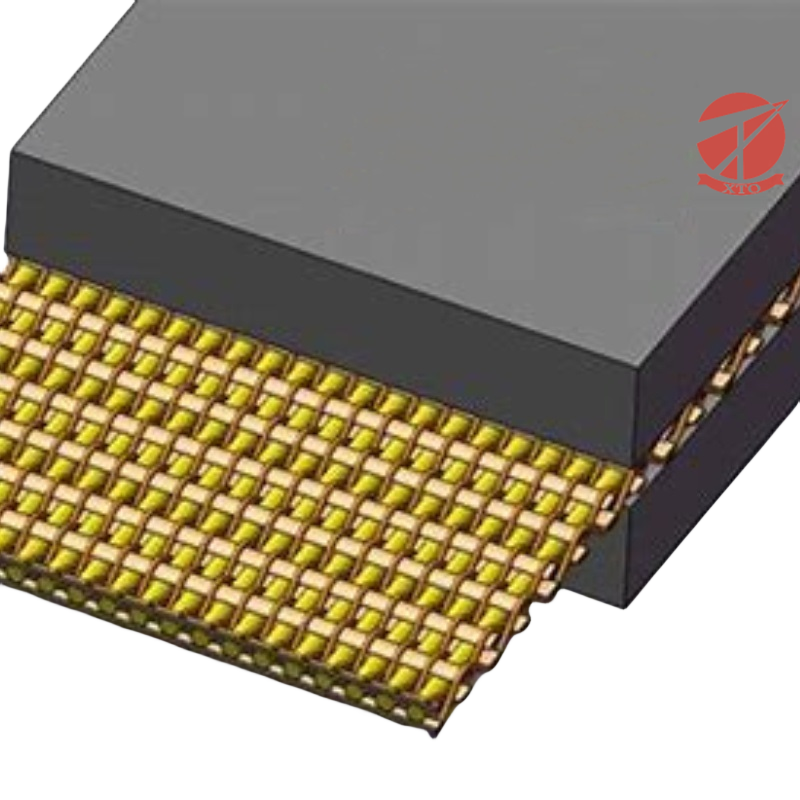
A motorized conveyer belt is, well its basically a big chain that never stops moving. The belt moves products along as they are placed on it. And that means your views can easily be transported from one corner to another. There could also be various kinds of conveyor belts from different factories for all products. A softer belt material can be used in case the product is delicate or breakable to ensure that it remains protected and does not avoid any damage.
A motorized type of conveyor belt could be a great option if you run such lines that need to maneuver many products on-site. It will help you to save time, money and energy if you use one of them. A motorized conveyor belt will move products much more quickly, therefore protecting employees from potential injury if lifting heavy items.
A motorized conveyor belt can be tailored to suit your unique situation as well, making them very versatile for a variety of applications. The belt size can even be enlarged to accommodate the size of your products. If you have a warehouse with various products, there might be additional conveyor belts for different types of product. So that you can categorize your products so the whole processing of moving may be simplified even further.
In addition to moving products, there are several ways that a motorized conveyor system can improve overall efficiency around your job. Time matters a lot in factory. The more products that can be made, the faster they can move. A motorized conveyor system is an innovative way to streamline and improve your entire production process.
Motorized conveyors are used in business across the globe. For instance, it is widely available in warehouses, factories and even across airports. Motorized conveyor belts are commonly used to move luggage at airports from one end of the facility to another. It is of great use to travellers, who have a lot of luggage which they can not carry all by themselves. No more hefting heavy bags the conveyor belt is your workhorse!
Our RD team is comprised of experts responsible for establishing motorized conveyor belt. We have 32 patents for national utility models for example, the "multi-ply fabric conveyor belt", and declared 3 invention patents, 11 utility model patents like an ultra-wear-resistant conveyor belt. The company has joined forces with several universities to show its leadership position in the field of rubber technology. In addition, we have an the most impressive and large after-service team comprising 32 employees.
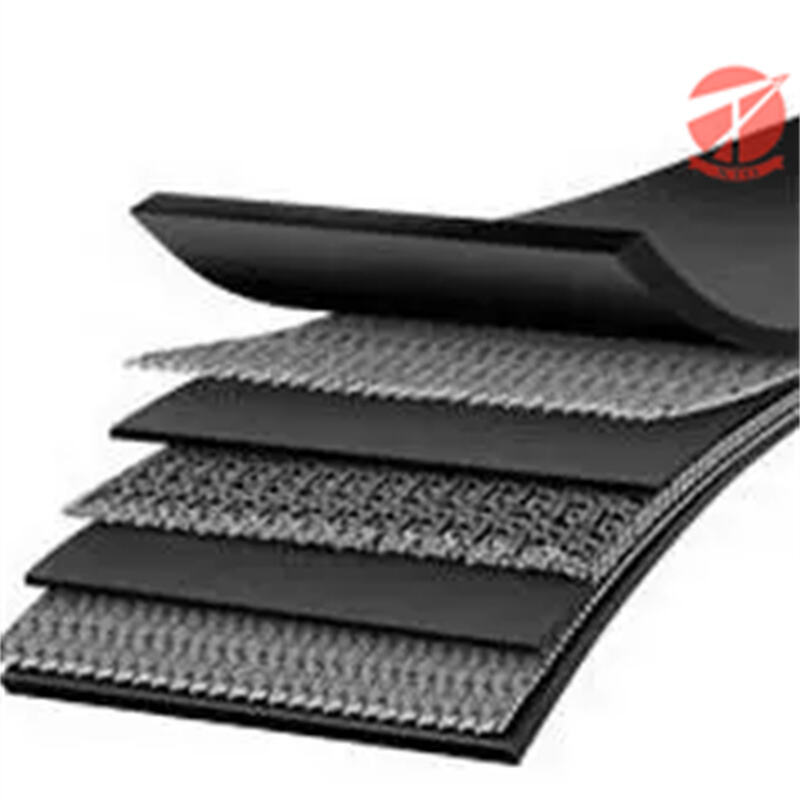
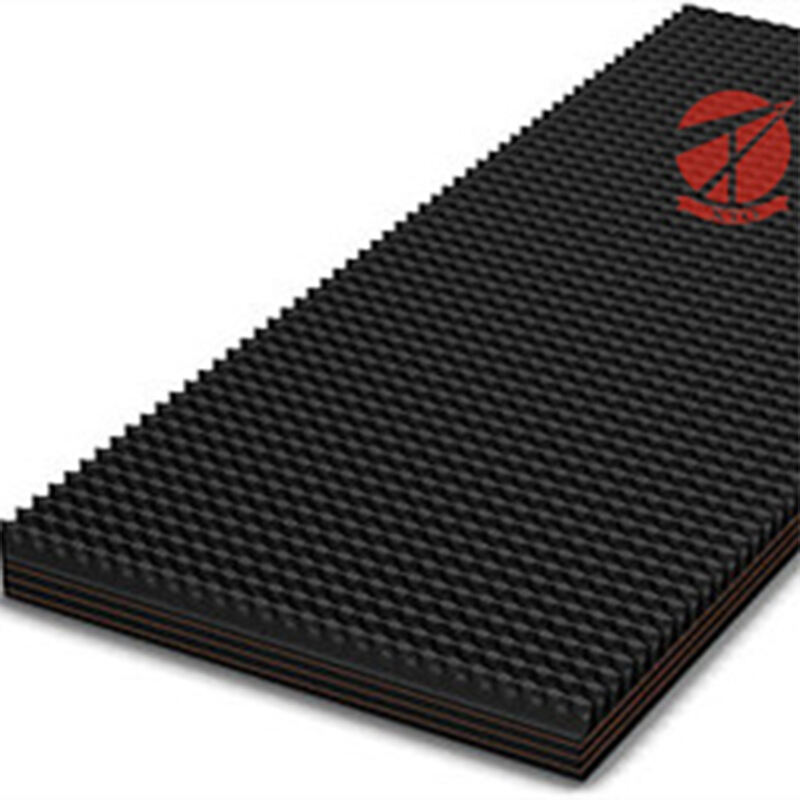
The product range covers steel cord conveyor belt motorized conveyor belt belt the solid conveyor belt, and sidewall belts, pipe belts with patterned belts, lifting belt, and an aramid conveyor belt. The annual production capacity of design of 29 million square meters of conveyor belts. Among these: We have 11 solid woven conveyor belt producing lines, we have 4 multi-ply textile belt producing lines, and 7 steel cord conveyor belt production lines. The longest conveyor belt made of steel vulcanization machine in Asia.
ISO9001, ISO14001 and ISO45001 are the three rigorous standards that we have been able to pass. Our products have also motorized conveyor belt successfully passed the quality tests conducted by renowned organizations such as RWE, TUV, BV, MSHA and MASC.
The company has motorized conveyor belt, an experienced management team, and first-class technology. The company has developed into a formidable competitive advantage for the business and the PVG conveyer belt holds most of the market in China. We are the vice chairman in China's conveyor belt sector and are among the top makers. The company was awarded the honor of "China Quality brand" and "The most influential brand in the field of conveyor belt in China", etc.